数控车床CK61125
作者:admin 来源:未知 点击:次
产品简介:
CK61125型卧式数控车床采用机电一体化设计,用途广泛,操作方便。能够自动完成车削多种零件的内外圆、端面、切槽、锥面、球面及公英制圆柱、圆锥螺纹等工序,能够自动控制加工过程。
本机床床身导轨采用超音频淬火工艺,耐磨性强,精度保持性好;主轴系统回转精度高,抗震性好,具有较高的切削性能;纵横向采用滚珠丝杠传动,动态响应优良,整机噪音低。该机床对大中小批量、多品种、多规格零件的轮番加工有较强的适应能力,尤其是加工含锥面、圆弧面等特形零件更能显示出它效率高、质量稳定可靠的优越性。
产品信息:
| 品牌:无锡迅鹏 | 产地:国产 | 型号:ck61125 |
| 产品类型:数控车床 | 布局形式:卧式车床 | 安装形式:落地式 |
| 控制方式:半闭环控制 | 加工精度:0.01mm | 重量:10000kg |
| 外形尺寸:4820 ×2750×2250mm | ||
适用范围:适合于多品种,中小批量产品的生产,对复杂、高精度零件尤能显示优越性
适用行业:器仪表、轻工、机械、电子医疗器械及航空航天
价格范围:咨询客服

加工实例:
产品特点:
1.高稳定性整体床身,高强度底座,加宽托板2.主轴三档变速,档内无级变频调速
3.床头箱外置润滑泵,自动集中润滑保证了床头箱的清洁度和散热特点,有效延长了齿轮和轴承的使用寿命
4.Z向丝杠63mm,三点支撑,精度高,定位准确
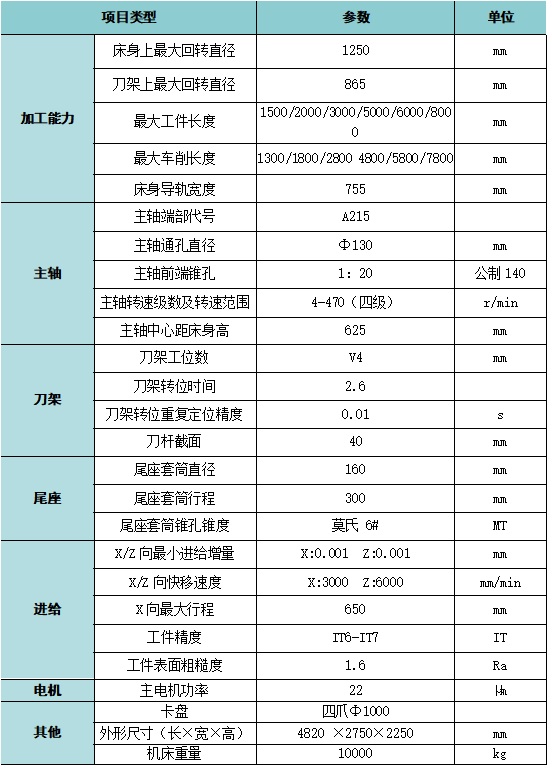
产品参数:
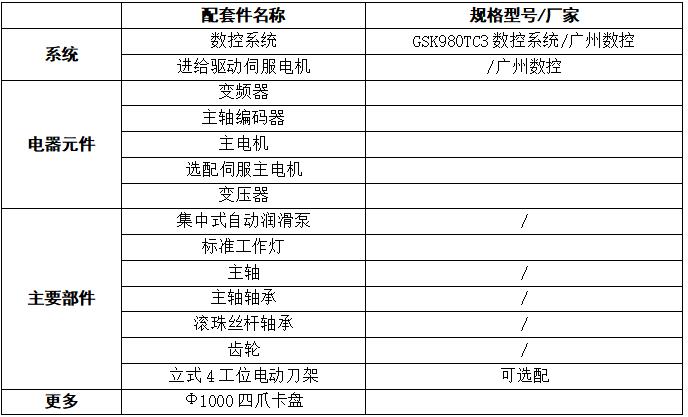
产品配置:
使用条件:
1、温度条件数控车床的环境温度低于30摄示度,相对温度小于80%。一般来说,数控电控箱内部设有排风扇或冷风机,以保持电子元件,特别是中央处理器工作温度恒定或温度差变化很小。过高的温度和湿度将导致控制系统元件寿命降低,并导致故障增多。温度和湿度的增高,灰尘增多会在集成电路板产生粘结,并导致短路。
2、环境要求
机床的位置应远离振源、应避免阳光直接照射和热辐射的影响,避免潮湿和气流的影响。如机床附近有振源,则机床四周应设置防振沟。否则将直接影响机床的加工精度及稳定性,将使电子元件接触不良,发生故障,影响机床的可靠性。
3、电源要求
一般安装在机加工车间,不仅环境温度变化大,使用条件差,而且各种机电设备多,致使电网波动大。因此,安装的位置,需要电源电压有严格控制。电源电压波动必须在允许范围内,并且保持相对稳定。否则会影响数控系统的正常工作。
4.按说明书的规定使用机床
用户在使用机床时,不允许随意改变控制系统内制造厂设定的参数。这些参数的设定直接关系到机床各部件动态特征。只有间隙补偿参数数值可根据实际情况予以调整。用户不能随意更换机床附件,如使用超出说明书规定的液压卡盘。制造厂在设置附件时,充分考虑各项环节参数的匹配。盲目更换造成各项环节参数的不匹配,甚至造成估计不到的事故。使用液压卡盘、液压刀架、液压尾座、液压油缸的压力,都应在许用应力范围内,不允许任意提高。
注意事项:
延长元器件的寿命和零部件的磨损周期,预防各种故障,提高数控车床的平均无故障工作时间和使用寿命。数控车床使用中应该注意的问题
1、数控车床的使用环境对于数控车床使其置于有恒温的坏境和远离震动较大的设备(如冲床)和有电磁干扰的设备。
2、电源要求
3、数控车床应有操作规范进行定期的维护、保养、出现故障注意记录保护现场等。
4、数控车床不宜长期封存
5、注意培训和配套操作人员、维护人员及编程人员
数控系统的维护
1、严格遵守操作规程和日程维护制度
2、防止灰尘进入数控置内,漂浮的灰尘和金属粉末容易引起元器件间绝缘电阳下降,从而出现故障甚至损坏元器件。
3、定时清扫数据柜的散热通风系统
4、经常监视数控系统的电网电压,电网电压范围在额定值的85%~110%。
5、定期更换存储用电池
5、数控系统长期不用时的维护,经常给数控系统通电或使数控机床运行温机程序。
7、备用电路板的维护机械部件的维护
机械部件的维护
刀库及换刀机械手的维护
1、用手动方式往刀库上装刀时,要保证装到位,检查刀座上的锁紧是否可靠。
2、严禁把超重、过长的刀具装入刀库,防止机械手换刀时掉刀或工具与工件、夹具等发生碰撞。
注意事项:
1. 使用本机床时,请正确穿戴防护服(鞋、帽、眼镜等)2. 必须使用指定的润滑油。
3. 操作动作准确无误。
4. 保持工具、工地清洁。
5. 刀具的长度、重量、型号符合要求。
6. 尽可能保持机床清洁。
7. 使用指定的熔断器。
8. 更换熔断器前首先关闭电源。
9. 在充分确认输入的数据(尤其数据的正负)是正确的以后,再进行操作,否则,机床误动作可能引起人机伤害。
10. 加工程序编制好后应先单段、低进给倍率、在不装刀具或工件的情况下进行试运行,确认机床动作正确性。



