铣削加工工艺定要重视这些问题!
作者:迅鹏科技 来源:未知 点击:次
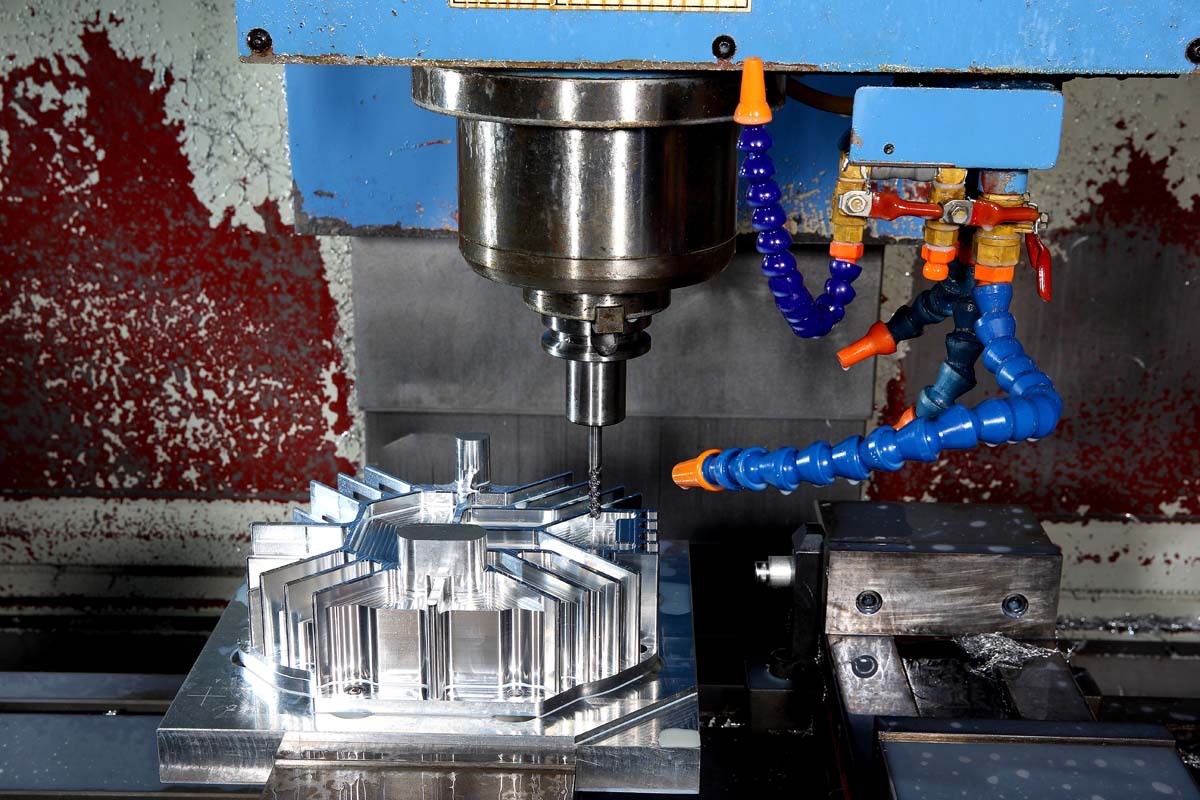
近年来加工中心应用日趋广泛,而铣削是加工中心最常见的加工方式, 在选择数控铣削加工内容时,应充分发挥数控铣床的优势和关键作用。下面迅鹏数控简单介绍下铣削工艺需要注意的问题有哪些:

一、铣削方向的选择
在进行铣削工序时,工件可顺着或相对刀具旋转方向进给,这会影响到切削的起始和完成特性。
二、刀具直径和位置
铣刀直径的选择通常以工件宽度和机床的有效功率为基础。特别是在进行面铣时,工件的铣削宽度将直接决定铣刀直径的确定,因为这样有助于保证良好的切屑形成和适当的切削刃负载。
但是如果将刀具完全定位到中心,当切削刃进人或退出切口时,大小平均的径向力会在方向上不断变化,机床主轴会出现振动,刀片也可能破碎,从而形成很差的表面质量。铣刀相对于工件的位置、走刀以及与刀齿的接触情况对于能否成功完成工序都是极为重要的因素。
三、进入和退出条件
(1)每次当一个铣刀刀片进入切口时,切削刃可能会遭受到冲击载荷影响。这取决于切屑截面、工件材料和切屑类型。对铣削过程来讲,极为重要的是切削刃和工件材料之间最初接触与最终接触的类型是否合适。
(2)工件宽度大于或等于铣刀直径
在这种情况下刀具中心线完全位于工件宽度以外,并且刀片切入时最外端的刀尖会受到强烈碰撞。这意味着刀具最敏感的部位易受到初始的冲击载荷影响。
(3)铣刀直径比工件宽度稍大
在这种情形下刀具的中心线与工件边缘处于同一条直线。
四、铣削工艺的优势
(1)和普通加工相比可以缩短加工时间,提高生产效率和机床利用率。
(2)工件热变形小加工精度高,表面质量好加工工艺范围广,适合加工薄壁、刚性较差、容易产生热变形的零件。
(3)高速加工机床刀具冷却采用油雾半干式冷却,使用专用的高速切削油,最小润滑油供量。在工件表面形成一层薄薄的油膜,与传统的使用冷却液或气冷的方式相比,可大大提高工件表面质量。
五、高速切削油的选用
(1)铜、铝合金以及切削有色金属和轻金属时,切削力和切削温度都不高,可选用抗磨剂比例不高但具有良好的抗腐蚀性能的铜铝合金专用切削油。
(2)切削合金钢时如果切削量较低、表面粗糙度要求较小,如拉削以及螺纹切削需要极压性能优异的切削油,可选用硫化脂肪酸酯作为主要添加剂的极压切削油。
(3)铸铁与青铜等为脆性材料时,切削中常形成崩碎切屑,容易随切削油到处流动,流入机床导轨之间造成部件损坏,可使用冷却和清洗性能好的切削油并做好过滤工作。
(4)切削钛合金时对于切削油的极压性能要求极为苛刻,另外需要对油品的流动性能和腐蚀性能作全面的测试,以防止在加工过程中出现氢脆和积屑瘤问题。
以上就是铣削工艺的特点和注意事项,通过合理安排工艺能有效避免工件出现质量问题。迅鹏数控科技公司, 无锡迅鹏数控科技有限公司是一家专业生产高品质数控车床生产厂家,始终坚持创新为理念,数控车床机床专业为导向,高端配置为标准,做高精数控机床,在实际应用中得到了国内外客户的广泛认可和一致好评。



